Residential and commercial countertop manufacturing is changing as raw material options continue to evolve. CNC router equipment has become more versatile, which allows greater flexibility when machining various sizes and countertop materials.
Traditional post form countertops have always been produced using specific post form machinery lines, which are not versatile enough to machine other countertop options. As demand for post form countertops has decreased, other materials such as solid surface, various resin reinforced plastics and high-pressure laminates, have emerged as popular replacements. A resurgence in demand for wood countertops has also changed the manufacturing landscape
for countertops.
Granite and stone alternatives, still require specific CNC grinding machinery and tools for production. This process involves very specialized machinery, tooling and cooling systems to achieve optimal quality and efficiency.
However, solid surface (Corian), solid wood and a growing selection of resin reinforced plastic options can all be machined on standard CNC router machines. The size of CNC router is obviously a consideration to ensure large countertops can fit within the machine restrictions. Machine parameters such as feed rate and RPM must be adjusted for different machinability features of each material. There are a variety of new tool geometries to optimize the countertop machining process on
CNC routers.
 STRAIGHT CUTTING:
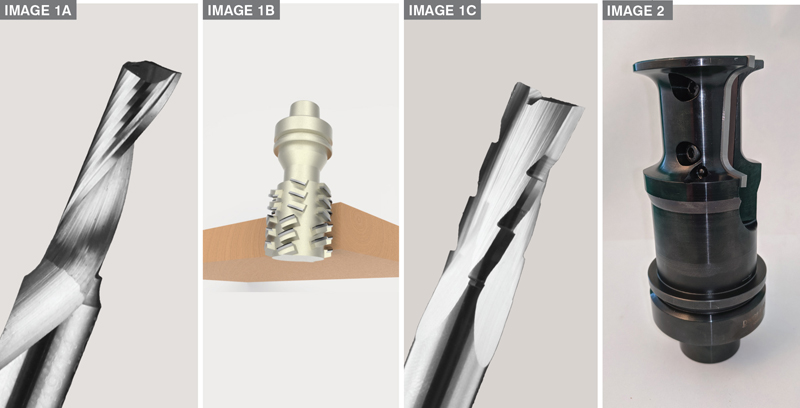
STRAIGHT CUTTING: Straight-edge cutting is relatively simple on a CNC router using specialized tooling shown in Image 1 (A, B & C).
The various tool geometries can be used on standard CNC machines with modified machine parameters to achieve optimal results. As market demand for profiled edges has diminished, the machining process has become simpler. Often a straight tool can be used as a first pass to create a square countertop edge and then small bevels or radius
can be added in second pass
to break the sharp edges
for practical safety reasons. These secondary operations
can be done manually off the
machine, which does increase labour cost substantially.
Small solid carbide radius
tools can be used on the CNC router to achieve greater accuracy inefficiency.
PROFILING:As designers and architects have transitioned to more contemporary designs, the need for profiling has diminished. Resin reinforced plastics (RRP) countertops are almost always produced with a square edge tool to produce a flat face on the countertop; however, solid surface and solid wood tops generally require more profiling.
Although large deep complex profiles are no longer popular in contemporary designs, there is often a requirement to add larger radius or bevels to the top and bottom of the countertop edge.
Image 2 shows an
example of a double radius tool for solid surface or solid wood machining.
Notice the small cut length on the bottom of tool, which allows countertops to be fixtured closer to the bed of CNC. The tool diameter must also remain as small as possible to limit inside corner radius on the countertop components.
MATERIAL OPTIONSSOLID SURFACE (Corian)
Cutting challenges
Solid surface material cuts very similar to a hard plastic but has a higher density, which does increase forces on the cutting tool. It can be challenging to maintain a balance between cut quality and tool longevity, as solid surface is more abrasive than plastic and does generate more heat when machining. Heat generation inevitably causes premature tool failure and cut quality deterioration.
Solutions
Proper tool selection is critical to achieve optimal cutting action.
Image 1A shows a solid carbide “O flute” router with cutting edge geometry designed for solid surface machining. These single flute tools provide the best combination of cut quality into a longevity.
Machine parameters must also be adjusted to compensate for higher density. Machine spindles speed can be dropped between 16,000 and 18,000 RPM. Feed rate will vary based on material thickness and composition, but 150 to 350 inches per minute is an acceptable range.
SOLID WOOD Challenges
Solid wood is generally the most forgiving material to cut, compared to other options. Depending on wood species and density, machining challenges can vary. The greatest challenge when machining solid wood is the inconsistency of grain structure. Although resin reinforced plastics are much harder, they are more consistent and predictable. Cross grain machining of solid wood can be difficult if proper machine parameters and cutting tools are not used. In particular, sink cutouts and end of countertops are the most challenging. Undermount sinks have grown in popularity for aesthetic and practical reasons, but careful consideration must be made when using wood countertops. Premium cross grain machining
is critical around the exposed
edges around the sink and end of
the countertop.
Solution
Image 1B shows a specialized high-shear diamond router tool designed to reduce cross-grain tear out on solid wood. This tooling solution will machine any wood species effectively and profile premium cut quality on all sides of the part. Due to diamond cutting edge geometry, the tool longevity is dramatically increased.
Important note: High shear tools are specifically designed for final pass finish cutting. Due to cutting edge geometry they do not perform well at depths of cut over half inch. These tools generally do not have a plunge point; therefore a hogging pass to remove stock is required. Machine spindles speed can be set between 12,000 to 14,000 RPM and feed rate can be increased dramatically to a range of 650 to 850 inches per minute, which will substantially reduce cycle time.
RESIN REINFORCED PLASTICS & HIGH PRESSURE LAMINATES Resin reinforced plastics, is a broad term, which includes and growing product selection. High-pressure laminate (HPL) or compact laminate, our generic terms, which fall in this category.
All these products are
essentially a composition of resin
and a binder at different densities. The resin-reinforced
cores are covered with laminate products to increase durability, texture and aesthetic appeal.
Challenges These products perform well as countertops due to their high abrasion and impact resistance. There are many other practical benefits, however machine ability is always a challenge. Materials with high-resin content will always generate excessive heat and cause premature cutting-edge failure. Cut quality can also be difficult to control as many of these products show machining marks easily. Unlike wood and solid surface, resin reinforced products are difficult to sand for pre-finish.
Solutions
Image 1C shows chip breaker finisher cutting edge geometry, designed specifically for high-density resin reinforced plastics. The serrated cutting edge effectively reduces cutting pressure and allows for more efficient machining and less chatter marks. Chip breaker geometry also improves cutting edge longevity and overall tool performance.
Proper machine parameters are of paramount importance when machining and resin reinforced plastic material. Machine spindles speeds must be reduced to prevent heat generation. RPM is generally dropped to 12,000 or 14,000. Feed rate will vary based on material thickness and composition, but 150 to 450 inches per minute is an acceptable range depending. It is always recommended to run multiple passes at higher feed rates, to limit heat and improve material extraction.
CONCLUSIONAs countertop material options continue to evolve, machinery and cutting tool solutions will remain critical factors to optimize production processes. CNC router technology has automated custom cabinet construction methods in recent years, but countertop fabrication has traditionally involved more manual processes. However, as manufactures continue to develop material types more compatible to standard CNC equipment, countertop production can be more easily automated. CNC router tooling solutions play a vital role in driving automation of countertop manufacturing.



















